










伸縮接頭的焊接技術是什么
2018-7-13 10:13:07??????點擊:
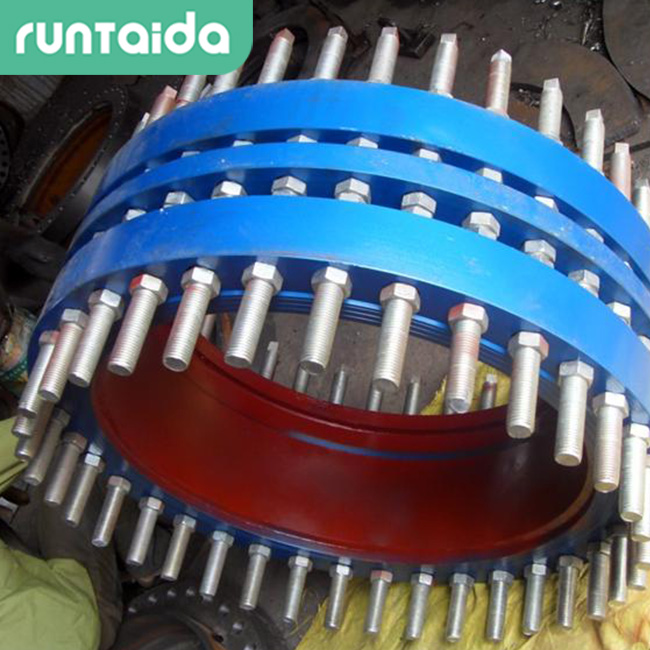
潤達管道伸縮接頭在焊接時是有要求的,我們對于伸縮接頭的焊縫要求都比較嚴格,下面來介紹一下伸縮接頭的焊接技術。
伸縮接頭焊接由于各點離焊縫的中心距離不同,所以焊縫的最高溫度也不同。又因熱傳導需要一定的時間,所以各點是在不同的時間到最高溫度點的,但總的來看焊接過程中,焊縫的形成是一次冶金過程,焊縫附近區域的金屬相當于收到了一次不同規范的熱處理,必然會產生相應組織與性能的變化。
在焊接時,焊縫的結晶是從熔池底部底壁開始向中心成長的。因結晶時各個方向的冷卻速度不同,從而形成柱狀的鑄態組 織(由鐵素體和少量珠光體所組成)。因結晶是從熔池地步的半融化區開始進行的,低熔點的硫、磷雜質和氧化鐵等易偏析物質 集中在焊縫區域,將影響到雙法蘭傳力接頭的力學性能。
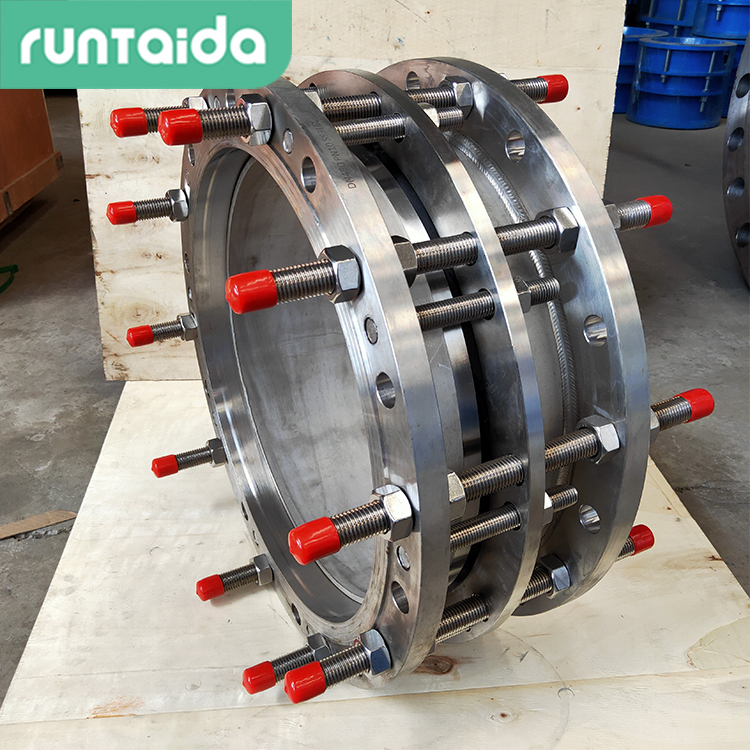
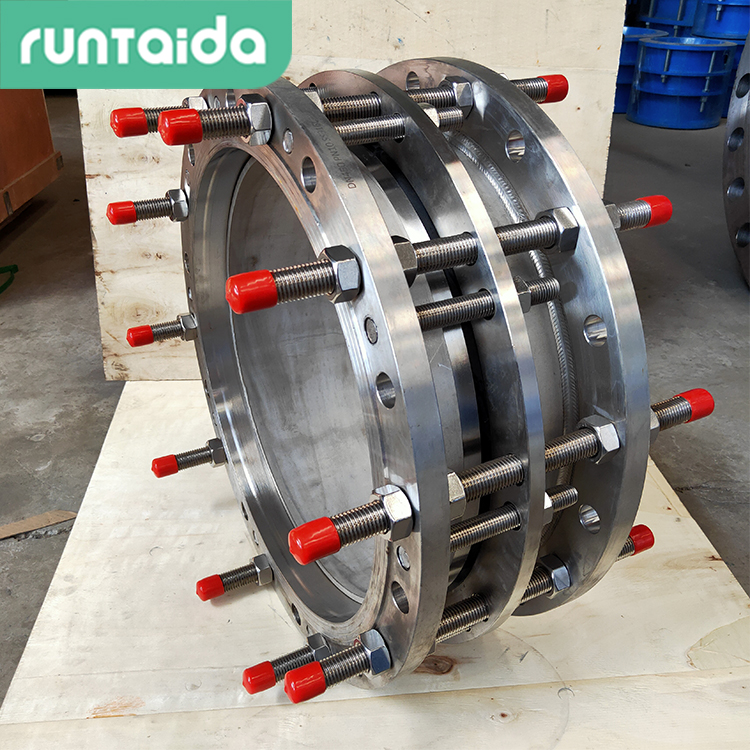
在伸縮接頭焊接時影響管道密封性最大的是焊接熱影響區,是指焊縫附近兩側金屬因焊接熱的作用,而發生的金相組織和力學性能的變化區域。由于焊縫附近各點的受熱情況不同,熱影響區可分為熔合區和過熱區、正火區和部分相變區等。
熔合區是焊縫和基本金屬的交接過渡區,此區溫度處于固相線和液相線之間,由于焊接過程中母材的溫度部分融化,所以也稱為半融化區.
此時,融化得金屬凝固成鑄態組織,為融化的金屬因為加熱溫度過高形成過熱的粗晶,在低碳鋼的雙法蘭傳力接頭焊接時,焊接區雖然很小(0.1-1mm) 但是因為其強度和韌性都下降,而且此處接頭端面變化,易引起應力集中,所以熔合區在很大的程度上決定著焊接接頭的性能。
伸縮接頭焊接由于各點離焊縫的中心距離不同,所以焊縫的最高溫度也不同。又因熱傳導需要一定的時間,所以各點是在不同的時間到最高溫度點的,但總的來看焊接過程中,焊縫的形成是一次冶金過程,焊縫附近區域的金屬相當于收到了一次不同規范的熱處理,必然會產生相應組織與性能的變化。
在焊接時,焊縫的結晶是從熔池底部底壁開始向中心成長的。因結晶時各個方向的冷卻速度不同,從而形成柱狀的鑄態組 織(由鐵素體和少量珠光體所組成)。因結晶是從熔池地步的半融化區開始進行的,低熔點的硫、磷雜質和氧化鐵等易偏析物質 集中在焊縫區域,將影響到雙法蘭傳力接頭的力學性能。
在伸縮接頭焊接時影響管道密封性最大的是焊接熱影響區,是指焊縫附近兩側金屬因焊接熱的作用,而發生的金相組織和力學性能的變化區域。由于焊縫附近各點的受熱情況不同,熱影響區可分為熔合區和過熱區、正火區和部分相變區等。
熔合區是焊縫和基本金屬的交接過渡區,此區溫度處于固相線和液相線之間,由于焊接過程中母材的溫度部分融化,所以也稱為半融化區.
此時,融化得金屬凝固成鑄態組織,為融化的金屬因為加熱溫度過高形成過熱的粗晶,在低碳鋼的雙法蘭傳力接頭焊接時,焊接區雖然很小(0.1-1mm) 但是因為其強度和韌性都下降,而且此處接頭端面變化,易引起應力集中,所以熔合區在很大的程度上決定著焊接接頭的性能。
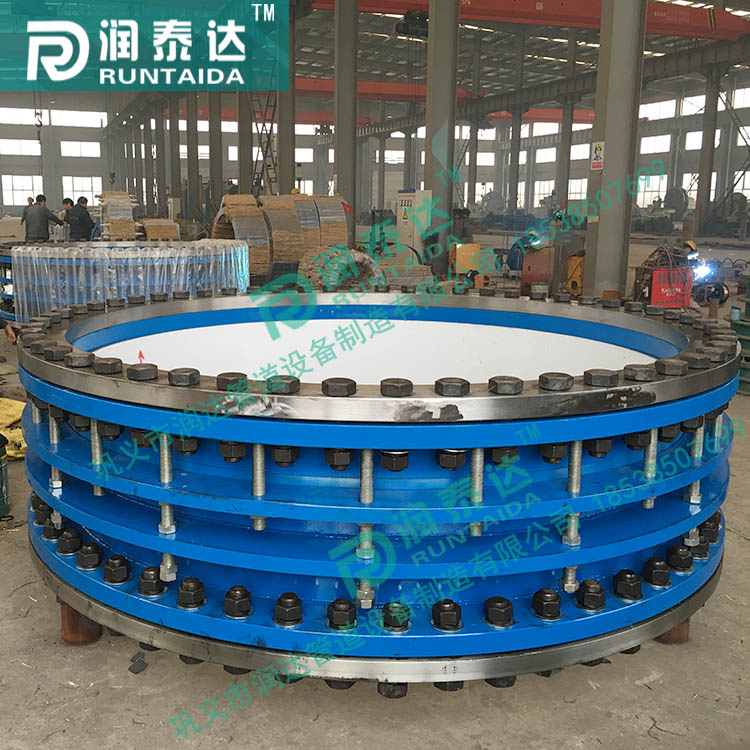
伸縮接頭在安裝使用中最常見的問題有:伸縮部位密封不嚴造成泄漏;壓蓋螺栓行程不一致使壓蓋歪斜,受力不均; 限位螺栓螺母位置不正確,達不到伸縮或限位的作用。伸縮接頭變形部分靠填料和壓蓋密封,由于這個結構特性,如果不注意 在安裝、調試、使用過程中的規范化操作,極易產生滲漏;同時伸縮部位也是最薄弱的環節,會造成拉脫損壞,減少傳力接頭的使用壽命。
- 上一篇:不銹鋼伸縮接頭的優點是什么 2018/7/13
- 下一篇:在供排水中伸縮接頭的作用是什么 2018/7/13